


联系我们

当前位置:
广硕橡塑制品有限公司 >
子洲本地行业News
广硕紫铜止水全国配送
更新时间:2025-03-19 19:48:22 浏览次数:1 公司名称: 广硕橡塑制品有限公司
以下是:广硕紫铜止水全国配送的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 按距离 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 紫铜 |
| 牌号 | T2 |
| 厚度 | 1.0mm/1.2mm/1.5mm |
以下是:广硕紫铜止水全国配送的图文视频



广硕紫铜止水全国配送,广硕橡塑制品有限公司专业从事广硕紫铜止水全国配送,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村发货到陕西省 榆林市 子洲县、榆阳区、神木市、府谷县、横山区、靖边县、定边县、绥德县、米脂县、佳县、吴堡县、清涧县,以下是广硕紫铜止水全国配送的详细页面。 陕西省,榆林市,子洲县 1944年,改设子洲县。1999年,属榆林市。2020年2月,陕西省人民政府批准子洲县退出贫困县序列。
想要了解广硕紫铜止水全国配送产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:广硕紫铜止水全国配送的图文介绍
广硕橡塑制品有限公司
实力厂家量大从优自主研发
子洲PVC橡塑止水带

子洲PVC橡塑止水带的详细介绍
诚信可靠合作共赢

想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
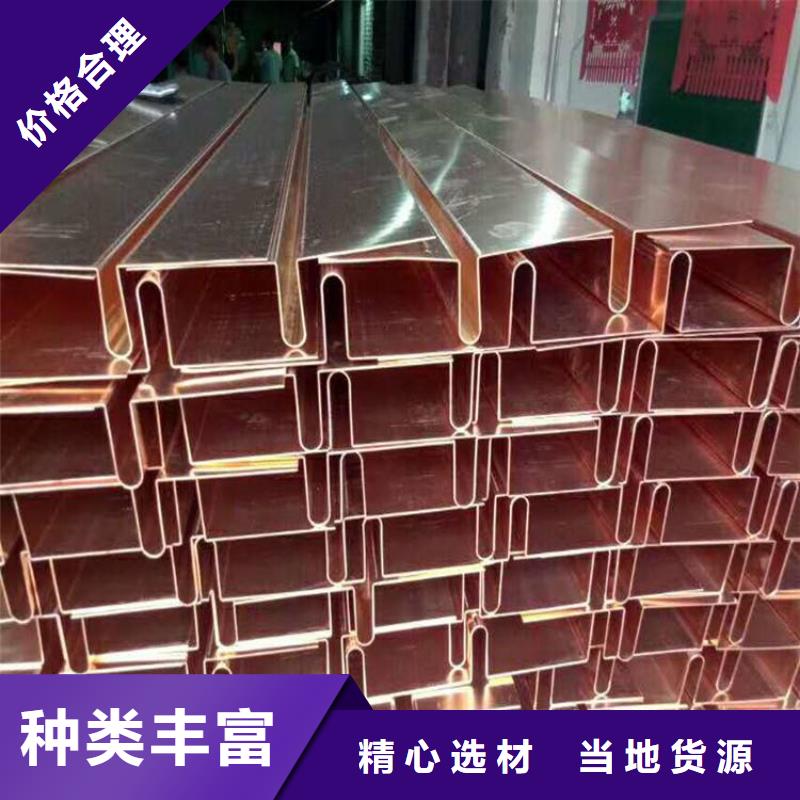
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。

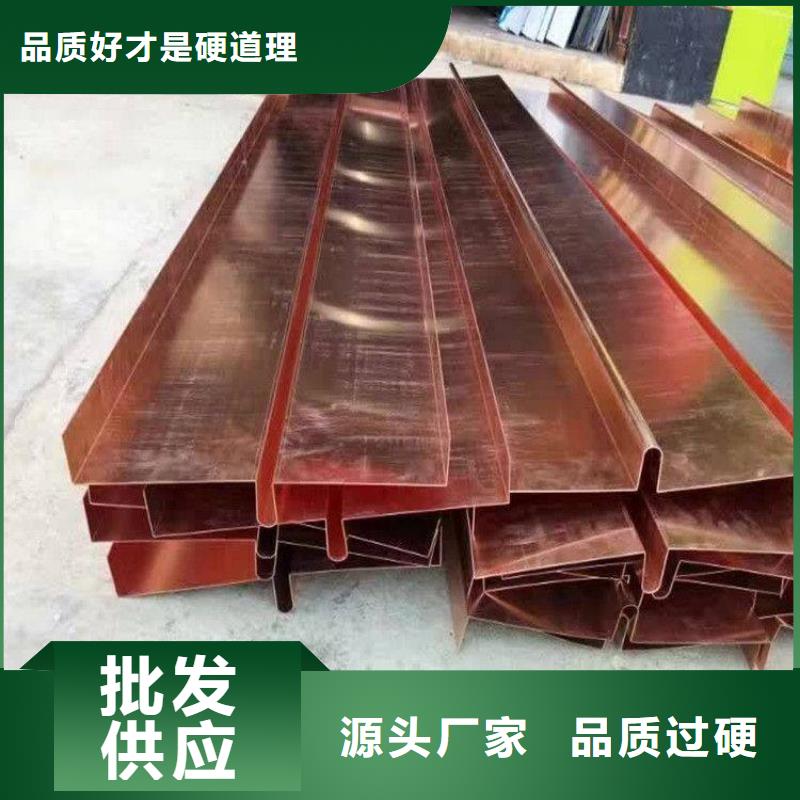
匠心制作
微观细节见品质







广硕橡塑制品有限公司坚持以市场为核心,以诚信为根本,使公司 榆林子洲PVC橡塑止水带产品的市场占有率逐步提高,我们将本着“以质量求生存,以创新求发展”的市场方针,竭诚欢迎各兄弟单位、同界同仁、莅临参观考察、洽谈合作,共创美好未来!
选购广硕紫铜止水全国配送来榆林市子洲县找广硕橡塑制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18331833482,{QQ:2149993629},地址:[滨湖新区北田村]。